失效模式与影响分析 基础培训
第一部分:什么是FMEA?
1 定义
FMEA (Failure Mode and Effects Analysis),即失效模式与影响分析,是一种系统化的、前瞻性的风险分析工具,它通过团队协作的方式,在产品设计或制造过程的早期,识别潜在的失效模式,评估其可能产生的影响、原因和当前的控制措施,并据此采取预防或纠正措施,以降低失效风险。
FMEA就是:
- “未卜先知”:在问题发生前,预测它可能在哪里发生、以什么方式发生、会造成什么后果。
- “防患于未然”:提前采取措施,防止或减少这些潜在问题的发生。
2 FMEA的核心思想
- 预防为主:FMEA的核心是“预防”,而不是“救火”,它在产品或过程的开发阶段就介入,目的是从源头上消除或减少风险。
- 团队合作:FMEA不是一个人的工作,它需要跨职能团队(如设计、工艺、质量、生产、采购等)的共同参与,汇集不同领域的知识和经验。
- 持续改进:FMEA是一个动态的、活文件,随着设计、工艺或环境的变化,需要定期进行评审和更新。
3 FMEA的类型

最常见的FMEA类型有三种:
| 类型 | 缩写 | 应用阶段 | 关注对象 |
|---|---|---|---|
| 设计FMEA | DFMEA | 产品设计和开发阶段 | 产品本身、零部件、功能 |
| 过程FMEA | PFMEA | 制造过程设计和开发阶段 | 制造过程、步骤、设备、操作 |
| 系统FMEA | SFMEA | 概念和早期设计阶段 | 整个系统及其子系统之间的交互 |
本次培训将主要围绕PFMEA展开,但其核心逻辑和步骤同样适用于DFMEA。
第二部分:为什么要做FMEA?
1 主要目的
- 识别风险:系统地识别所有潜在的失效模式,及其对下游(客户、安全、法规等)的影响。
- 评估风险:通过风险优先数来量化失效的严重程度、发生频率和探测度,从而确定风险的优先级。
- 预防措施:针对高风险项目,制定并实施预防和探测措施,降低风险。
- 知识积累:将团队的经验和教训文档化,形成组织的知识库,避免重复犯错。
2 FMEA的价值
- 提升产品质量:减少设计缺陷和制造过程中的不良品。
- 降低成本:避免因失效导致的返工、报废、保修和召回等高昂成本。
- 提高客户满意度:交付更可靠、更安全的产品,赢得客户信任。
- 缩短开发周期:在早期解决问题,避免了后期重大设计变更带来的延误。
- 满足法规要求:许多行业(如汽车、医疗、航空)强制要求进行FMEA分析。
第三部分:FMEA的核心:风险优先数
1 RPN = S × O × D
FMEA通过计算风险优先数来评估每个潜在失效的风险大小。
-
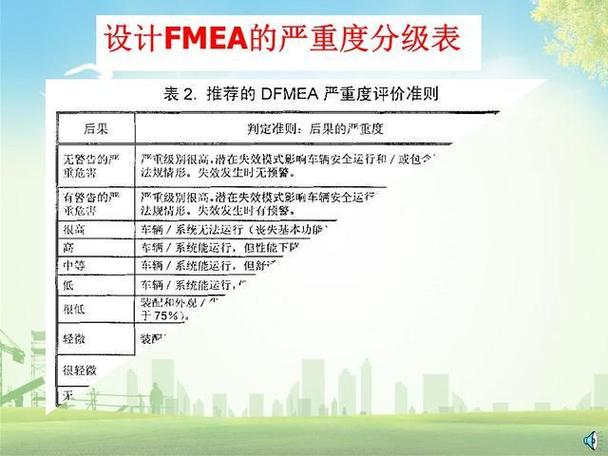
S - 严重度
- 定义:指失效模式一旦发生,对下游客户所造成的后果的严重程度。
- 评估标准:通常分为1到10分,10为最严重。
- 示例:
- 10:涉及不符合法规/安全/法规的失效,或导致100%产品报废。
- 9:基本功能完全丧失,导致车辆无法操作。
- 1:几乎无影响,客户可能不会注意到。
-
O - 发生度
- 定义:指失效原因预计发生的频率。
- 评估标准:通常分为1到10分,10为最可能发生。
- 评估依据:基于过程能力、历史数据、类似经验等。
- 示例:
- 10:失效几乎肯定发生(Cp < 0.67)。
- 9:失效经常发生(0.67 ≤ Cp < 1.00)。
- 1:失效几乎不可能发生(Cp > 1.67)。
-
D - 探测度
- 定义:指在产品离开工厂或过程结束前,现有控制方法探测出失效模式或失效原因的能力。
- 评估标准:通常分为1到10分,10为最难探测(几乎无法探测)。
- 评估依据:基于控制方法的有效性(如防错、SPC、目视检查等)。
- 示例:
- 10:无法探测,或只能通过后期的破坏性测试才能发现。
- 9:只能通过目视或低效的随机检查发现。
- 1:有有效的防错装置,100%能探测到。
2 RPN的解读
- RPN范围:1到1000。
- 风险高低:RPN值越高,风险越大,越需要优先采取措施。
- 注意:RPN是评估风险的工具之一,而非唯一标准,有时,一个S=9, O=1, D=1 (RPN=9)的项目可能比一个S=3, O=3, D=3 (RPN=27)的项目更值得关注,因为它可能导致严重的安全事故,团队需要结合S值进行综合判断。
第四部分:FMEA的10步核心流程(AIAG-VDA方法)
现代FMEA(尤其是汽车行业)推荐采用AIAG-VDA的10步法,这是一个结构化、问题解决导向的流程。
步骤1:规划与准备
- 目的:明确FMEA的范围、目标、团队成员和可用资源。
- 关键输出:FMEA计划书、跨职能团队名单。
步骤2:结构分析
- 目的:清晰界定分析的系统、子系统或过程边界。
- 工具:方框图、过程流程图。
- 关键输出:明确的分析边界。
步骤3:功能分析
- 目的:明确分析对象(产品或过程)需要完成的“功能”。
- 关键输出:功能清单,每个功能都应有明确的要求(如扭矩、尺寸、温度等)。
步骤4:失效分析
- 目的:针对每个功能,思考“可能出错吗?”。
- 关键输出:失效模式列表(如:扭矩过高、尺寸超差、断裂)。
步骤5:风险分析
- 目的:评估每个失效模式的S、O、D,并计算RPN。
- 关键输出:包含S、O、D和RPN的初始风险评估表。
步骤6:优化
- 目的:针对高风险项目,制定改进措施,并重新评估S、O、D。
- 关键输出:行动措施、负责人、完成日期,以及更新后的S、O、D和RPN。
步骤7:结果确认
- 目的:验证优化措施是否有效,风险是否降低到可接受水平。
- 关键输出:最终的风险评估结果。
步骤8:行动措施
- 目的:将所有措施记录在案,并跟踪执行情况。
- 关键输出:更新的FMEA报告和行动跟踪表。
步骤9:分析总结
- 目的:回顾整个FMEA过程,总结经验教训,形成知识库。
- 关键输出:FMEA报告的最终版本。
步骤10:持续更新
- 目的:FMEA是一个“活文件”,在发生变更或出现新问题时,需要重新评审和更新。
- 关键输出:保持最新状态的FMEA文件。
第五部分:PFMEA实战演练(简化版)
场景:我们为一家汽车零部件公司分析“车门内板涂胶”过程。
| 步骤 | 项目 | 功能要求 | 潜在失效模式 | 潜在失效影响 | 严重度 | 潜在失效原因 | 发生度 | 现有控制 | 探测度 | RPN | 建议措施 | 责任人 | 完成日期 | 新措施 | 新S | 新O | 新D | 新RPN |
| :--- | :--- | :--- | :--- | :--- | :--- | :--- | :--- | :--- | :--- | :--- | :--- | :--- | :--- | :--- | :--- | :--- | :--- |
| 涂胶 | 涂胶机器人 | 在指定位置均匀涂上密封胶 | 胶量不足 | 密封不良,导致漏水、风噪 | 8 | 1. 程序参数设置错误
供胶管路堵塞 | 5 | 1. 操作员首件检查
每小时抽检 | 4 | 160 | 1. 为机器人程序设置防错,确保胶量在公差内
增加供胶管路压力传感器监控 | 工程师 | 2025-10-31 | 1. 程序防错已实施
压力传感器已安装 | 8 | 2 | 2 | 32 |
| 涂胶 | 涂胶机器人 | 在指定位置均匀涂上密封胶 | 胶路中断 | 密封不良,导致漏水、风噪 | 8 | 1. 胶嘴堵塞
胶水凝固 | 3 | 1. 每日点检胶嘴
每班清理胶路 | 3 | 72 | 1. 安装胶嘴堵塞自动报警装置
优化胶水配方,延长适用期 | 工艺/质量 | 2025-11-15 | 1. 报警装置已安装
新胶水正在测试 | 8 | 1 | 2 | 16 |
解读:
- 识别风险:通过“胶量不足”和“胶路中断”两个失效模式,识别了漏水、风噪等严重后果。
- 评估风险:初始RPN分别为160和72,都属于高风险项目。
- 采取措施:针对“胶量不足”,实施了程序防错和传感器监控,将发生度和探测度显著降低。
- 效果验证:采取新措施后,RPN从160降至32,风险得到有效控制。
第六部分:FMEA成功的关键要素
- 高层支持:管理层必须认识到FMEA的价值,并投入资源。
- 有效团队:团队成员必须具备相关的专业知识和开放的沟通态度。
- 清晰的范围:在开始前,明确分析的系统、过程和边界。
- 正确的心态:FMEA不是为了“追责”,而是为了“预防”和“学习”。
- 基于数据:S、O、D的评分应尽可能基于历史数据、统计过程控制等客观依据,而非主观臆断。
- 活文件:FMEA必须随着设计、工艺和经验的积累而不断更新。
第七部分:总结与Q&A
FMEA是一个强大的预防性风险管理工具,它通过系统化的团队协作,帮助我们“在问题发生前解决问题”,从而提升产品质量、降低成本、增强客户满意度,掌握FMEA的核心逻辑(10步流程)和风险量化方法,是每一位工程师和质量从业者的必备技能。
Q&A: 欢迎大家就FMEA的任何问题进行提问。


