注塑品质知识培训大纲
培训目标:
(图片来源网络,侵删)
- 建立基础认知: 理解注塑成型的基本原理、工艺流程及关键要素。
- 掌握核心概念: 熟悉常见注塑缺陷的定义、成因及对策。
- 学会系统分析: 掌握使用“5W2H”等工具进行问题分析与解决的思路。
- 熟悉控制工具: 了解并应用SPC、FMEA、8D等质量工具进行过程控制。
- 提升质量意识: 树立“第一次就把事情做对”和“预防为主”的质量文化。
第一部分:注塑成型基础
1 什么是注塑成型?
- 定义:将熔融的塑料材料高压注入闭合的模具型腔,经冷却固化后得到所需形状的制品。
- 优点:可生产形状复杂、尺寸精确、成本较低的产品,适合大批量生产。
- 应用:汽车、家电、电子、医疗、日用品等几乎所有行业。
2 注塑成型系统组成
- 注塑机:
- 注射系统: 料筒、螺杆、喷嘴(负责塑化、注射)。
- 合模系统: 模板、拉杆、锁模机构(负责开合模、锁模)。
- 液压/电气系统: 提供动力与控制。
- 模具:
- 成型部分: 型腔、型芯(决定产品形状)。
- 浇注系统: 主流道、分流道、浇口(引导塑料进入型腔)。
- 冷却系统: 水路(控制冷却速度和均匀性)。
- 顶出系统: 顶针、顶板(将产品从模具中推出)。
- 塑料原料:
- 热塑性塑料 vs. 热固性塑料 (重点讲热塑性)。
- 常见塑料:ABS, PC, PP, PA (尼龙), POM, PMMA (亚克力) 等。
- 塑料的主要性能:流动性、收缩率、热稳定性、吸湿性。
- 辅助设备:
干燥机、混料机、模温机、机械手、冷水机。
3 注塑成型工艺流程
(图片来源网络,侵删)
- 合模锁模
- 注射保压 (填充、保压、倒流)
- 冷却定型
- 开模顶出
- 取出产品
第二部分:关键工艺参数及其影响
核心思想: 工艺参数是影响产品品质的直接变量,理解其因果关系是品质控制的基础。
| 参数 | 作用 | 设置不当可能导致的问题 |
|---|---|---|
| 温度 | ||
| * 料筒温度 | 控制塑料的熔融状态和流动性。 | 过低: 熔接痕、欠注、表面光泽差、内部应力大。 过高: 材料降解、变色、烧焦、力学性能下降。 |
| * 模具温度 | 控制冷却速度和结晶,影响表面质量和尺寸稳定性。 | 过低: 表面波纹、流痕、尺寸收缩大、内应力高、易变形。 过高: 脱模困难、周期变长、粘模、表面发亮。 |
| 压力 | ||
| * 注射压力 | 克服熔体流动阻力,填充型腔。 | 过低: 欠注、缩水、熔接痕弱。 过高: 飞边、内应力大、制品变脆、困气烧焦。 |
| * 保压压力 | 对已填充的型腔进行压实,补偿冷却收缩。 | 过低: 明显缩水、气泡、尺寸偏小。 过高: 飞边、内应力过大、脱模困难。 |
| * 背压 | 螺杆后退时熔体受到的阻力,影响塑化质量和混合均匀性。 | 过低: 塑化不均、空气混入、制品强度低。 过高: 塑化过度、周期延长、熔体温度过高。 |
| 速度 | ||
| * 注射速度 | 熔体填充型腔的快慢。 | 过慢: 熔接痕、表面冷接痕、材料提前冷却。 过快: 剪切热过高、困气烧焦、飞边、分子取向导致变形。 |
| * 螺杆转速 | 影响塑化效率和塑化质量。 | 与背压配合不当,会导致塑化不良。 |
| 时间 | ||
| * 注射时间 | 注射行程完成所需的时间。 | 与注射速度相关,影响填充过程。 |
| * 保压时间 | 保压压力施加的持续时间。 | 过短: 补缩不足,导致缩水。 过长: 无意义地延长周期,可能引起应力。 |
| * 冷却时间 | 产品在模具中冷却固化的时间。 | 过短: 产品未定型,顶出易变形、尺寸不稳定。 过长: 整个生产周期变长,效率低。 |
| * 周期时间 | 完成一次注塑成型所需的总时间。 | 直接影响生产效率。 |
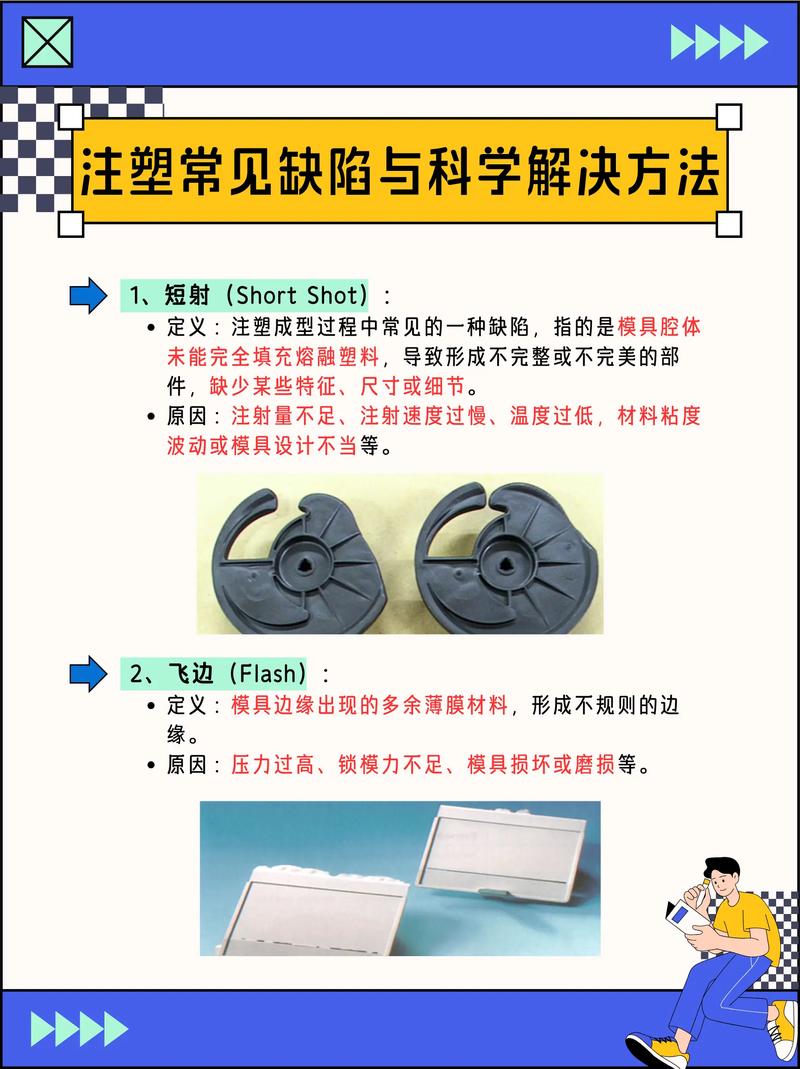
第三部分:常见注塑缺陷分析与对策
核心方法: 遇到问题,不要盲目调机,先观察缺陷特征,结合“5W2H”原则(What, Where, When, Who, Why, How, How much)分析可能原因,再逐一排查。
| 缺陷名称 | 现象描述 | 主要成因分析 | 常用对策 |
|---|---|---|---|
| 欠注 | 产品不完整,部分区域没有塑料填充。 | 材料问题: 塑料流动性差、料筒内料干。 工艺问题: 注射压力/速度/时间不足,保压压力不够。 设备问题: 注射量不足,料管或喷嘴堵塞。 模具问题: 浇口太小或堵塞,排气不良,模温过低。 |
检查材料是否烘干,更换流动性好的料。 增加注射压力/速度/时间,延长保压。 检查设备,清理料管。 修改模具(增大浇口、增加排气)。 |
| 飞边 | 产品边缘出现多余的塑料薄片,也叫毛边、披锋。 | 工艺问题: 锁模力不足,注射压力/速度/保压过高。 设备问题: 模板不平行,拉杆变形。 模具问题: 模具分型面配合不紧密,有损伤,排气槽太深。 |
增加锁模力,降低注射压力/速度/保压。 检查并校正设备。 维修模具,研磨分型面,清理排气槽。 |
| 缩水 | 产品表面凹陷或内部出现空洞,体积收缩。 | 工艺问题: 保压压力/时间不足,冷却时间太短。 模具问题: 壁厚不均(厚壁处易缩水),模温过高或冷却不均。 材料问题: 结晶性塑料收缩率大。 |
增加保压压力和时间,延长冷却时间。 优化产品设计,使壁厚均匀;优化冷却水路。 调整工艺参数,或使用低收缩率材料。 |
| 气泡 | 产品内部或表面有气体形成的空隙。 | 材料问题: 原料潮湿,料筒内空气未排尽。 工艺问题: 注射速度过快导致困气,料温过高分解产生气体。 模具问题: 排气不良。 |
充分干燥原料,提高背压,慢速射胶排气。 降低料温和注射速度。 增加或改善模具排气。 |
| 熔接痕 | 塑料熔体汇合处形成的可见线条或强度薄弱区。 | 工艺问题: 熔体温度/模温过低,注射速度慢,保压不足。 模具问题: 浇口位置不当,产品结构复杂导致多股熔料汇合。 |
提高熔体/模具温度,提高注射速度和保压。 修改模具(改变浇口位置、增加冷料井)。 |
| 翘曲变形 | 产品平面不平整,发生弯曲或扭曲。 | 工艺问题: 冷却不均,内应力过大(保压压力过高或速度过快)。 模具问题: 顶出不均,冷却水路设计不合理。 材料问题: 分子取向不均。 |
优化冷却(确保均匀),降低保压压力和速度。 优化顶出系统,改进冷却水路设计。 优化产品结构(避免尖角、壁厚突变)。 |
| 黑点/杂质 | 产品表面或内部出现黑色或其它颜色的点状杂质。 | 材料问题: 原料本身有杂质,回收料污染。 设备问题: 料筒或螺杆有降解物,料斗不干净。 环境问题: 车间环境差,异物混入。 |
使用纯净原料,减少或规范使用回收料。 清理料筒螺杆,保持料斗清洁。 保持生产环境洁净。 |
第四部分:质量管理体系与工具
核心思想: 品质不是靠检验出来的,而是设计和制造出来的,需要系统化的方法来预防和解决问题。
1 质量管理理念
(图片来源网络,侵删)
- 第一次就把事情做对: 强调过程的稳定性和能力。
- 预防为主: 在问题发生前进行识别和控制。
- 持续改进: 不断寻求更好的方法和标准。
2 常用质量工具
- 5W2H分析法:
- What (是什么): 问题是什么?
- Where (在何处): 问题发生在哪个位置?
- When (何时发生): 问题是什么时候发生的?
- Who (是谁): 问题与谁有关?
- Why (为什么): 为什么会发生?(找根本原因)
- How (如何做): 如何解决?
- How much (多少): 成本如何?效果如何?
- 8D报告 (8 Disciplines Problem Solving):
- 一种结构化的问题解决方法,特别适用于解决复杂和重复发生的问题。
- D0: 准备与应急反应措施
- D1: 成立改善小组
- D2: 描述问题
- D3: 实施并验证临时围堵措施
- D4: 确定并验证根本原因
- D5: 选择并验证永久纠正措施
- D6: 实施并验证永久纠正措施
- D7: 预防问题再次发生
- D8: 小组认可及庆祝
- 统计过程控制:
- 通过控制图监控生产过程的稳定性,区分正常波动和异常波动。
- 关键指标: Cp, Cpk (过程能力指数),用于衡量过程满足规格的能力。
- 应用: 对关键尺寸、重量等参数进行监控,实现预警。
- 失效模式与效应分析:
- 一种前瞻性的风险分析工具,在产品设计或生产策划阶段,识别潜在的失效模式,评估其风险,并制定预防措施。
- 失效模式、失效原因、失效效应、风险顺序数。
3 供应商质量管理
- 对原材料、模具供应商的选择、评估和持续管理。
- 来料检验标准和流程。
第五部分:实战演练与总结
1 案例分析
- 提供几个典型的注塑缺陷案例(如“某汽车内饰件严重缩水变形”)。
- 引导学员分组讨论,运用所学知识,填写8D报告或进行5W2H分析。
- 各组展示分析结果,讲师点评和总结。
2 互动问答
- 开放式问答环节,解答学员在实际工作中遇到的具体问题。
3 培训总结
- 回顾本次培训的核心知识点。
- 强调理论与实践相结合的重要性。
- 鼓励学员在日常工作中应用所学知识,主动发现问题、分析问题、解决问题。
- 建立持续学习的质量文化。


