车间现场管理培训资料
第一部分:引言 - 为什么现场管理如此重要?
1 什么是现场?
- 定义: 现场是企业创造价值、产生利润的直接场所,对于制造业而言,现场就是生产车间。
- 特点: 人、机、料、法、环、测等所有生产要素的交汇点,是问题发生和解决的源头。
2 什么是现场管理?
- 定义: 运用科学的管理思想、方法和手段,对生产现场的各生产要素(人、机、料、法、环、测)进行合理配置和优化组合,保证生产系统有效、高效、有序地运行,以实现生产目标的活动过程。
- 核心目标:
- 提高质量: 生产出符合客户要求的产品。
- 降低成本: 杜绝各种浪费,提升效率。
- 确保安全: 为员工创造一个安全、健康的工作环境。
- 保证交付: 按时、按量完成生产计划。
- 提升士气: 营造积极向上、充满活力的团队氛围。
3 现场管理的“金科玉律”
- 现场是问题的根源: 80%以上的问题都发生在现场,解决现场问题是提升管理水平的关键。
- 质量是制造出来的,不是检验出来的: 必须将“质量意识”融入到每一个操作环节。
- “三现主义”是解决问题的根本: 到现场、看现物、了解现实,坐在办公室里无法真正理解问题。
- 标准化是持续改进的基石: 没有标准,就没有衡量,更没有改进。
- 人是现场最宝贵的财富: 激发员工的潜能和智慧是现场管理的核心。
第二部分:现场管理的六大目标与核心要素
1 现场管理的六大目标 (QCDSTMSE)
- Q - Quality (质量): 零缺陷,满足客户要求。
- C - Cost (成本): 最小化浪费,降低生产成本。
- D - Delivery (交付): 准时化生产,满足订单需求。
- S - Safety (安全): �事故、零伤害。
- T - Technology (技术): 提升工艺水平,技术革新。
- M - Morale (士气): 员工满意,团队协作。
- S - Environment (环境): 整洁、有序、环保。
2 现场管理的核心要素
- 人: 员工技能、责任心、团队协作、士气。
- 机: 设备状态、维护保养、TPM(全员生产维护)。
- 料: 物料齐套、质量合格、标识清晰、先进先出。
- 法: 作业指导书、工艺流程、标准作业。
- 环: 5S/6S管理、温湿度、照明、噪音。
- 测: 测量系统分析、数据准确性、过程控制。
第三部分:现场管理的基石 - 5S/6S管理
1 什么是5S/6S?
- 5S: 日语罗马音的缩写,是现场管理的基础。
- 整理: 区分要与不要的物品,将不要的物品清除出现场。
- 整顿: 将要的物品按规定位置、定量摆放整齐,并进行清晰标识。
- 清扫: 清除现场内的垃圾、灰尘,并防止污染源的产生。
- 清洁: 将整理、整顿、清扫制度化、标准化,并维持成果。
- 素养: 养成自觉遵守规章制度、维持成果的良好习惯。
- 6S: 在5S基础上增加 安全,形成 6S。
2 推行5S/6S的目的
- 提升企业形象和客户信心。
- 营造整洁、有序、安全的工作环境。
- 减少浪费,提高效率。
- 保障品质,降低不良率。
- 保障安全,防止事故。
3 5S/6S推行步骤
- 成立推行组织: 成立6S推行委员会,明确职责。
- 制定推行计划: 设定目标、范围、时间表和资源。
- 宣传与培训: 全员动员,理解6S的意义和方法。
- 实施: 按区域、按步骤(红牌作战、定置管理等)推行。
- 检查与评比: 定期进行审核、打分,形成良性竞争。
- 标准化与持续改进: 将成功的经验固化为标准,不断优化。
第四部分:现场管理的核心工具
1 标准化作业
- 定义: 为保证产品质量和生产效率,将最佳的作业方法、操作顺序、动作要领、质量要求等以文件形式固定下来,作为培训和日常生产的依据。
- 目的: 消除个体差异,保证质量稳定,是持续改进和员工培训的基础。
- 核心要素: 节拍时间、作业顺序、标准在制品。
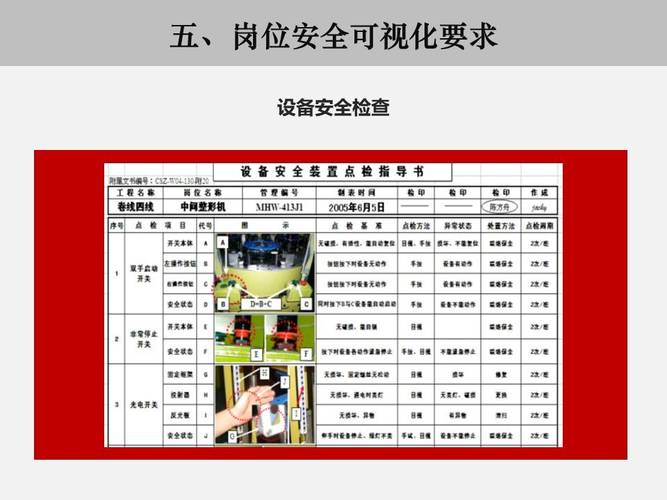
2 目视化管理
- 定义: 利用形象化、图表化、色彩化的工具,让现场的状态、问题、异常等一目了然,任何人都能快速理解和判断。
- 目的: “让问题看得见”,提高沟通效率,快速暴露问题。
- 常用工具:
- 看板: 生产计划看板、质量信息看板、异常处理看板。
- 颜色管理: 管道颜色、区域划线、合格/不合格品标识。
- 信号灯: 设备状态(绿-正常,黄-预警,红-故障)。
- 区域划线: 通道、作业区、物料区、不合格品区。
- 照片/图片: 标准作业对比、设备点检部位。
3 现场问题解决工具
- PDCA循环 (戴明环):
- P (Plan): 计划 - 识别问题,分析原因,制定对策。
- D (Do): 执行 - 实施对策。
- C (Check): 检查 - 核对对策效果,与目标对比。
- A (Act): 处理 - 标准化成功的经验,或进入下一个PDCA循环。
- 5Why分析法 (五个为什么):
一种通过连续追问“为什么”来探究问题根本原因的方法,而不是停留在表面现象。
 (图片来源网络,侵删)
(图片来源网络,侵删) - QC七大手法 (质量工具):
- 检查表: 系统地收集数据。
- 柏拉图: 找出主要问题(80/20原则)。
- 因果图 (鱼骨图): 分析问题原因(人、机、料、法、环)。
- 直方图: 显示数据分布形态。
- 控制图: 监控过程是否稳定。
- 散布图: 分析两个变量之间的关系。
- 分层法: 将数据分类,以便更好地分析。
4 全员生产维护
- 定义: 所有员工都参与的设备维护活动,以实现设备的最高综合效率。
- 两大支柱:
- 自主保全: 操作工负责设备的日常点检、清扫、润滑、紧固等。
- 专业保全: 维修部门负责设备的计划性维修、精度恢复等。
- 目标: 零故障、零缺陷、零事故。
第五部分:关键生产指标管理
1 OEE (设备综合效率)
- 定义: 衡量设备有效利用率的指标。
- 公式:OEE = 可用率 × 表现性 × 质量率
- 可用率: (计划运行时间 - 停机时间) / 计划运行时间,衡量设备故障、换模等损失。
- 表现性: (实际产量 / 理论产量) × 100%,衡量速度损失和空转。
- 质量率: (良品数量 / 总产量) × 100%,衡量生产不良品的损失。
- 目标: 世界级水平OEE > 85%。
2 生产周期与节拍时间
- 节拍时间: 客户需求一件产品的时间。
节拍时间 = 计划工作时间 / 客户需求量,这是生产节拍的“指挥棒”。 - 生产周期: 一件产品从投入到产出的总时间。
- 目标: 不断缩短生产周期,使其接近或等于节拍时间。
3 在制品 水平
- 定义: 生产过程中处于等待、加工、搬运、检验状态的物料。
- 目标: 在保证生产顺畅的前提下,尽可能降低WIP水平,减少资金占用和空间浪费。
第六部分:人员管理与团队建设
1 多能工培养
- 定义: 培养员工掌握多种岗位的技能,实现一人多能。
- 目的: 增加生产调度的灵活性,应对缺员情况,提升员工综合能力。
2 班前会
- 目的: 传达信息、鼓舞士气、明确任务、发现异常。
- 总结昨日工作、通报当日计划和质量/安全要求、表扬优秀、鼓舞士气。
3 现场沟通
- 原则: 及时、准确、双向。
- 方式: 定期走动管理、一对一沟通、团队会议、可视化看板。
4 激励与认可
- 方法: 及时表扬、设立“改善之星”、公开表彰、物质奖励等。
- 目的: 激发员工的积极性和创造力,营造“人人参与改善”的文化氛围。
第七部分:总结与行动计划
1 现场管理者的角色
- 领导者: 带领团队达成目标。
- 决策者: 在现场快速做出判断。
- 沟通者: 上下信息通畅。
- 教练: 培训下属,提升技能。
- 改善者: 持续发现问题并推动改善。
2 行动计划
- 小组讨论: 针对我们车间的现状,找出最迫切需要解决的1-2个问题。
- 制定计划: 运用今天学到的工具(如PDCA),制定一个初步的改善计划。
- 问题是什么?
- 目标是什么?
- 谁来做?什么时候完成?
- 如何衡量是否成功?
培训结束
这份资料可以根据贵公司的具体情况进行调整和补充,例如增加公司内部的案例、照片和具体流程,使其更具针对性和实用性,祝培训圆满成功!
(图片来源网络,侵删)


