质量管理五大工具综合培训方案
培训目标
通过本次系统性培训,使学员能够:
(图片来源网络,侵删)
- 理解核心概念:深入理解APQP、FMEA、MSA、SPC、PPAP五大工具的目的、原理及其在产品质量策划和控制中的核心作用。
- 掌握应用方法:掌握五大工具的完整应用流程、分析方法和实用技巧,能够独立或在指导下完成相关文件的编制与分析。
- 建立系统思维:将五大工具视为一个有机整体,理解它们之间的逻辑关联和数据流转,形成贯穿产品全生命周期的预防性质量管理思维。
- 提升解决能力:能够运用所学工具识别潜在风险、分析过程变异、验证测量系统有效性,从而主动预防和解决质量问题。
- 满足合规要求:确保组织的质量管理体系(如IATF 16949)符合客户(尤其是汽车行业)的特定要求,顺利通过审核。
培训对象
- 质量工程师、质量主管
- 项目工程师、产品工程师、工艺工程师
- 生产主管、班组长
- 采购及供应商质量工程师
- 研发设计人员
- 希望系统学习质量管理的各级管理人员
培训时长与形式
- 建议时长:3-5天(可根据企业实际需求和学员基础进行调整)
- 培训形式:
- 理论讲解:系统介绍各工具的原理、步骤和要求。
- 案例分析:结合真实(或模拟)案例,展示工具在实际问题中的应用。
- 分组练习:学员分组,在讲师指导下完成特定工具的实战演练(如FMEA分析、SPC控制图绘制)。
- 互动讨论:鼓励学员提问和分享,结合企业自身问题进行探讨。
培训核心内容大纲
以下将逐一介绍五大工具的培训要点。
先期产品质量策划
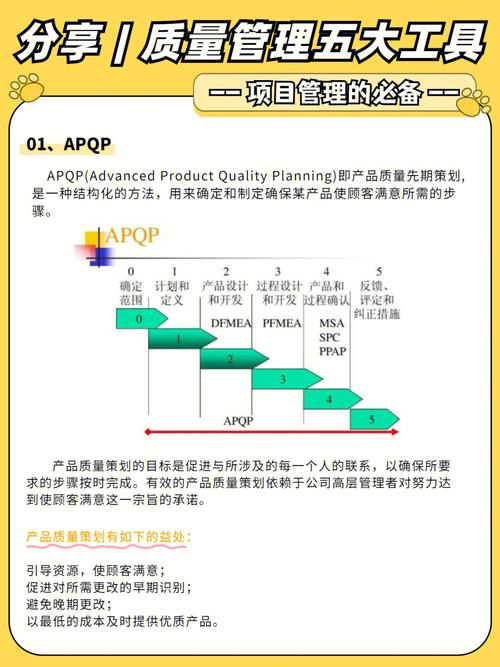
- 1 APQP概述
- 什么是APQP?为什么要做APQP?
- APQP的核心理念:预防缺陷、同步工程、客户导向。
- APQP的五个阶段及其输入输出关系。
- 2 APQP五个阶段详解
- 第一阶段:计划和确定项目
- 输入:客户呼声、业务计划、产品/过程基准、设想、产品可靠性研究、顾客输入。
- 输出:设计目标、可靠性和质量目标、初始材料清单、初始过程流程图、初始特殊特性清单、产品保证计划、管理者支持。
- 第二阶段:产品设计和开发
设计失效模式与影响分析、可制造性和可装配性设计、设计验证、设计评审、工程图纸规范、样件控制计划、工程规范。
- 第三阶段:过程设计和开发
过程流程图、场地平面图、过程失效模式与影响分析、试生产控制计划、作业指导书、测量系统分析计划、初始过程能力研究计划、包装规范、管理者支持。
- 第四阶段:产品和过程确认
试生产、测量系统评价、初始过程能力研究、生产件批准、生产确认测试、生产件批准程序、包装评价、生产控制计划、质量策划认定和管理者支持。
 (图片来源网络,侵删)
(图片来源网络,侵删) - 第五阶段:反馈、评定和纠正措施
减少变差、顾客满意、交付和服务。
- 第一阶段:计划和确定项目
- 3 APQP的核心工具
明确指出FMEA、MSA、SPC、PPAP是APQP各个阶段的重要支撑工具。
- 4 练习
分析一个简单产品的开发流程,绘制其APQP各阶段的输入输出矩阵图。
失效模式与影响分析
- 1 FMEA基础
- 什么是FMEA?它的目的是什么?(预防为主、降低风险)
- FMEA的类型:设计FMEA、过程FMEA、系统FMEA。
- FMEA的团队合作:跨职能小组的重要性。
- 2 DFMEA(设计FMEA)详解
- 分析对象:产品本身的设计。
- 核心表格解读:项目、功能、失效模式、失效影响、严重度、级别、失效原因、发生率、现行控制、探测度、风险顺序数。
- 关键概念:功能、失效模式、失效原因、失效影响。
- 评分标准(S/O/D)的判定方法。
- 降低风险的优先顺序:首先关注高S,然后高RPN。
- 3 PFMEA(过程FMEA)详解
- 分析对象:制造过程。
- 与DFMEA的区别与联系。
- 核心表格解读:过程步骤/功能、失效模式、失效影响、严重度、级别、失效原因、发生率、现行过程控制、探测度、RPN。
- 关键概念:过程步骤、过程功能、失效模式。
- “发生率”的判定:基于过程能力或类似过程的故障数据。
- “探测度”的判定:基于探测方法的有效性。
- 4 FMEA的动态管理
FMEA不是一成不变的文件,需要根据设计变更、过程改进、客户反馈进行评审和更新。
 (图片来源网络,侵删)
(图片来源网络,侵删) - 5 实战练习
选择一个简单的装配过程(如拧螺丝、安装一个零件),引导学员分组完成一份PFMEA分析。
测量系统分析
- 1 MSA基础
- 什么是测量系统?为什么需要MSA?(“垃圾进,垃圾出”)
- 测量系统的统计特性:偏倚、稳定性、线性、重复性、再现性。
- 分辨率与数据分级。
- 2 测量系统的两个关键特性
- 偏倚:测量结果的平均值与参考值的差异。
- 稳定性:随时间变化的偏倚。
- 3 重复性与再现性分析
- 重复性:由同一个操作人员,使用同一量具,对同一零件特性进行多次测量所产生的变异。
- 再现性:由不同操作人员,使用同一量具,对同一零件特性进行测量所产生的变异。
- GR&R研究方法:
- 极差法:快速评估,用于初步判断。
- 均值极差法:最常用、最经典的方法。
- 结果判读:%Study Var、%Tolerance、%Process Variation,如何判断测量系统是否可接受?
- 4 稳定性与线性分析
- 稳定性研究:控制图法。
- 线性研究:分析测量偏倚随量程大小变化的趋势。
- 5 属性一致性分析
- 适用于“合格/不合格”等计数型数据。
- 评估评价人之间对同一零件判断的一致性。
- 6 练习
使用模拟数据,带领学员完成一个GR&R研究的计算和结果分析。
统计过程控制
- 1 SPC基础
- 什么是SPC?为什么要用SPC?(区分普通原因与特殊原因变异)
- 过程的两种变异:
- 普通原因变异:过程固有的、随机出现的变异,由系统引起,需通过管理改进。
- 特殊原因变异:异常的、非随机的变异,由特定因素引起,需现场操作人员解决。
- 控制图的作用:监控过程稳定性,预警特殊原因。
- 2 控制图原理
- 3σ原理(正态分布)。
- 控制限 vs. 规格限。
- 过程处于统计控制状态的判定准则(八大判异准则)。
- 3 常用控制图类型及选用
- 计量型数据:
- -R图(子组大小 n<10):最常用。
- -S图(子组大小 n≥10)。
- 单值-移动极差图(IX-MR,如测试成本高、数据无法分组)。
- 计数型数据:
- 不合格品率图(P图)。
- 不合格品数图(np图)。
- 单位不合格数图(U图)。
- 不合格数图(C图)。
- 计量型数据:
- 4 控制图的实施步骤
-
确定控制特性。
-
选择合适的控制图。
-
收集数据并分组。
-
计算控制限。
-
绘制控制图并分析。
-
采取纠正和预防措施。
-
重新计算和更新控制限。
-
- 5 过程能力分析
- 过程能力指数:Cp(过程潜力指数,不考虑中心偏移)。
- 过程性能指数:Pp(使用长期数据,反映实际表现)。
- 过程能力指数:Cpk(过程能力指数,考虑中心偏移)。
- 过程性能指数:Ppk(过程性能指数,考虑中心偏移)。
- 如何解读Cpk/Ppk值?(如 Cpk ≥ 1.33 为良好,≥ 1.67 为优秀)
- 6 练习
提供一组生产数据,引导学员选择合适的控制图,绘制控制图,并进行过程能力分析。
生产件批准程序
- 1 PPAP概述
- 什么是PPAP?它的目的是什么?(确保供应商理解客户所有工程设计记录和规范要求)
- PPAP的提交时机和提交等级(1-5级)。
- 2 PPAP的19项要求
- 详细讲解每一项要求的内容和目的:
- 设计记录
- 授权的工程变更文件
- 顾客工程批准
- 设计FMEA
- 过程流程图
- 过程FMEA
- 控制计划
- 测量系统分析研究
- 全尺寸测量结果
- 材料/性能测试结果
- 初始过程能力研究
- 合格实验室文件
- 外观批准报告
- 生产件样品
- 标准样品
- 检查辅具
- 多腔模/型腔/过程的研究
- 零件提交保证书
- 外观批准记录
- 详细讲解每一项要求的内容和目的:
- 3 PPAP提交与批准流程
供应商提交 -> 客户审核 -> 批准或要求提交PPAP文件。
- 4 练习
展示一份完整的PPAP提交包,让学员识别其中的关键要素。
五大工具的关联性总结
- APQP是总纲:规划了整个项目,五大工具是APQP各个阶段的具体落地方法。
- FMEA是预防:在设计(DFMEA)和过程(PFMEA)阶段,提前识别风险并制定预防措施。
- MSA是基础:确保我们用来收集数据(包括FMEA的S/O/D、SPC的数据)的工具是可靠的。
- SPC是监控:在量产阶段,用控制图监控过程稳定性,确保过程持续受控。
- PPAP是验证:在量产前,用一套完整的证据证明我们有能力稳定地生产出满足客户要求的产品。
逻辑链条:在APQP的框架下,通过FMEA进行风险分析 -> 通过MSA确保测量数据有效 -> 通过SPC监控过程是否按FMEA的预防措施执行并保持稳定 -> 最终通过PPAP向客户证明一切就绪。
培训考核与后续支持
- 培训考核:
- 理论考试:检验对核心概念和流程的理解。
- 实操考核:要求学员独立完成一个简化的工具应用(如一份PFMEA或一份SPC分析报告)。
- 后续支持:
- 提供培训课件和参考资料。
- 建立学员交流群,方便日后问题探讨。
- 提供为期3-6个月的内部应用辅导(可选)。
这份大纲为您提供了一个专业且实用的培训框架,希望能帮助您成功组织一次高质量的质量管理五大工具培训。


