SPC(统计过程控制)培训大纲
培训目标
完成本培训后,学员将能够:

(图片来源网络,侵删)
- 理解SPC的核心概念与重要性:明白SPC是一种基于数据的预防性质量管理工具,而非事后检验。
- 掌握基本的统计学原理:能够区分普通原因与特殊原因变差,并理解其对过程的影响。
- 熟练运用SPC核心工具:能够独立识别、计算、绘制和解释控制图。
- 学会制定和执行SPC计划:能够为关键过程制定合理的SPC控制计划,并持续监控。
- 培养基于数据的决策能力:能够利用控制图提供的信息,做出科学的过程改进决策,减少浪费,提高质量。
培训对象
- 质量管理人员、工程师
- 生产主管、班组长、一线操作员
- 工艺工程师、设备工程师
- 任何希望通过数据驱动过程改进的人员
培训时长
建议2-3天(可根据实际需求和学员基础进行调整)。
培训大纲内容
SPC基础理论与核心理念 (约1.5天)
-
引言:什么是SPC?
- SPC的定义与起源(休哈特博士与戴明博士的贡献)
- 传统检验 vs. SPC:被动 vs. 主动
- SPC的核心目标:识别过程变差,维持过程稳定,并持续改进
- SPC能给企业带来的价值(降低成本、提高质量、提升客户满意度)
-
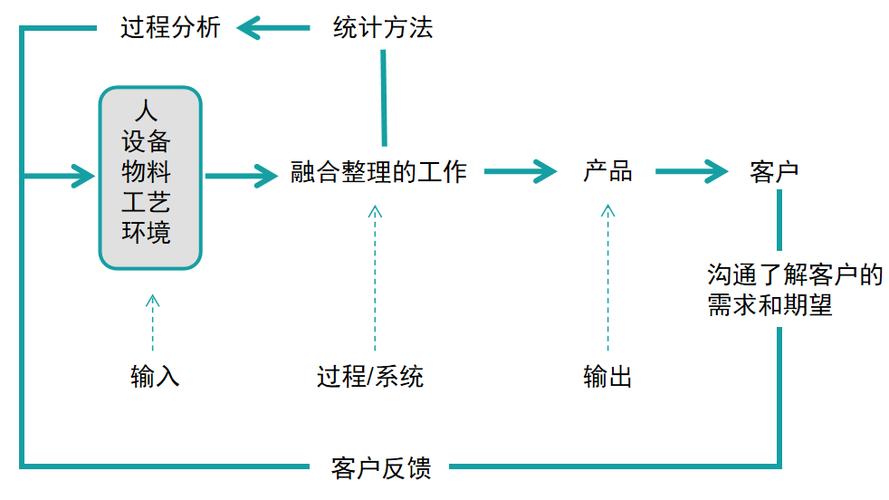
过程与变差的理解
 (图片来源网络,侵删)
(图片来源网络,侵删)- 什么是“过程”?(人、机、料、法、环、测)
- 什么是“变差”?(过程的自然波动)
- 核心概念:普通原因变差 vs. 特殊原因变差
- 普通原因(Chance Cause / Common Cause): inherent to the process, inherent variation, predictable.
- 特殊原因(Assignable Cause / Special Cause): external to the process, non-random variation, unpredictable.
- 变差的来源分析(鱼骨图/Ishikawa Diagram)
- 过程能力与过程性能简介
-
控制图 - SPC的核心工具
- 控制图的原理:3σ原则
- 控制图的结构:中心线、上控制限、下控制限
- 控制图的作用:
- 诊断:区分变差类型,判断过程是否稳定。
- 控制:监控过程,防止特殊原因变差的引入。
- 确认:验证改进措施的有效性。
- 控制图的判读规则(八大判异准则)
- 准则1:点子超出控制限
- 准则2:连续9点在中心线同一侧
- 准则3:连续6点持续上升或下降
- 准则4:连续14点交替上下波动
- 准则5:连续3点中有2点超出2σ控制限
- 准则6:连续5点中有4点超出1σ控制限
- 准则7:连续15点在1σ中心线内
- 准则8:连续8点超出1σ控制限
常用控制图的计算与绘制 (约1天)
-
计量型数据控制图
- 适用场景:数据可以连续测量(如长度、重量、时间、温度)。
- Xbar-R 图(均值-极差图)
- 子组大小:2 <= n <= 9
- 计算步骤:计算每个子组的均值和极差
- 计算控制限:CL, UCL, LCL for both Xbar and R charts
- 案例演练:分组练习,根据给定数据绘制Xbar-R图并进行判读。
- Xbar-S 图(均值-标准差图)
- 子组大小:n >= 10
- 计算步骤:计算每个子组的均值和标准差
- 计算控制限:CL, UCL, LCL for both Xbar and S charts
- Xbar-R vs. Xbar-S 的选择
- 单值-移动极差图
- 适用场景:数据获取慢、成本高或数据是批次的(如破坏性测试)。
- 计算步骤:计算单值和移动极差
- 计算控制限:CL, UCL, LCL for both X and MR charts
-
计数型数据控制图
 (图片来源网络,侵删)
(图片来源网络,侵删)- 适用场景:数据是计数的(如缺陷数、不合格品数)。
- p 图(不合格品率图)
- 适用场景:子组大小可变
- 计算步骤:计算每个子组的不合格品率
- 计算控制限:注意子组大小变化时,控制限是“凹凸不平”的。
- np 图(不合格品数图)
- 适用场景:子组大小固定
- 计算步骤:计算每个子组的不合格品数
- 计算控制限:控制限是平直的。
- c 图(缺陷数图)
- 适用场景:子组大小固定,检测单位数恒定(如每平方米的划痕数)。
- 计算步骤:计算每个子组的缺陷数
- u 图(单位缺陷数图)
- 适用场景:子组大小可变,检测单位数不恒定(如不同长度布料的瑕疵数)。
- 计算步骤:计算每个子组的单位缺陷数
- 计算控制限:控制限是“凹凸不平”的。
SPC的实施与过程改进 (约0.5天)
-
如何成功实施SPC?
- 第一步:确定关键质量特性:使用FMEA(失效模式与影响分析)等方法识别关键过程。
- 第二步:选择合适的控制图:根据数据类型和子组情况选择。
- 第三步:制定数据收集计划:明确子组大小、频率、测量方法、数据记录表。
- 第四步:绘制初始控制图并分析:计算控制限,判断过程是否统计受控。
- 第五步:分析特殊原因并采取行动:如果过程失控,找到原因并采取纠正措施。
- 第六步:重新计算控制限并监控:过程稳定后,利用所有数据建立更精确的控制限,并持续监控。
- 第七步:过程能力分析:当过程稳定后,计算Cp, Cpk, Pp, Ppk,评估过程满足规格要求的能力。
-
SPC与过程改进循环
- SPC在PDCA循环中的应用
- 从“控制”到“改进”:利用SPC识别改进机会
- 案例分享:某企业通过SPC减少产品尺寸变异,提高合格率的故事。
实践演练与答疑 (贯穿全程)
- 小组讨论:分组讨论各自工作中的过程,哪些地方适合应用SPC?
- 实战练习:提供真实的(或模拟的)生产数据,让学员动手选择合适的控制图,进行计算、绘图、判读和撰写分析报告。
- 案例研讨:分析一些典型的控制图案例,解读其背后反映的过程问题。
- 开放式问答:解答学员在实际工作中遇到的困惑。
培训方式建议
- 理论讲授:结合PPT,清晰讲解核心概念和原理。
- 案例分析:通过正反案例,加深理解。
- 互动问答:鼓励学员提问,及时解决疑惑。
- 分组练习:让学员在动手实践中掌握技能,培养团队协作。
- 软件演示:可演示如何使用Minitab, JMP, Excel等软件进行SPC分析,提高效率。
培训准备
- 讲师:具备丰富SPC理论和实践经验的内部或外部质量专家。
- 学员:提前阅读预习资料,带着工作中的实际问题来参加培训。
- 物料:投影仪、白板、马克笔、练习手册、计算器、电脑(可选)。
- 软件:准备Minitab等统计软件进行演示。
这份大纲提供了一个全面的框架


